
تیغه دوخت نایلون: مرجع کامل آشنایی با انواع تیغه دوخت نایلون، کاربردها، جنس، نحوه عملکرد، نگهداری و رفع مشکلات رایج. اطلاعات تخصصی برای افزایش کیفیت و کارایی بسته بندی شما.
مقدمه: در عصر حاضر، بسته بندی نقشی فراتر از محافظت صرف از محصول ایفا می کند؛ این فرآیند به بخشی جدایی ناپذیر از هویت برند، زنجیره تأمین و تجربه مشتری تبدیل شده است. در قلب بسیاری از فرآیندهای بسته بندی، به خصوص آن هایی که شامل فیلم های پلاستیکی مانند نایلون هستند، قطعه ای کوچک اما حیاتی به نام تیغه دوخت نایلون قرار دارد.
تیغه دوخت نایلون چیست و چه اهمیتی دارد؟
تیغه دوخت نایلون، جزء مصرفی یا دائمی در دستگاه های دوخت پلاستیک است که وظیفه اصلی آن اعمال حرارت و فشار کنترل شده به لایه های فیلم نایلونی یا پلاستیکی به منظور ایجاد یک اتصال (دوخت) محکم و نفوذناپذیر است. این فرآیند، که به آن سیلینگ (Sealing) یا جوش پلاستیک نیز گفته می شود، اساس بسیاری از روش های بسته بندی مدرن را تشکیل می دهد.
- تعریف فنی تیغه دوخت نایلون تیغه دوخت اساساً یک المنت حرارتی مقاومتی است که معمولاً به شکل یک نوار فلزی باریک یا سیم طراحی می شود. هنگامی که جریان الکتریکی از آن عبور می کند، به سرعت داغ شده و حرارت لازم برای ذوب کردن و سپس اتصال لایه های پلاستیکی را فراهم می آورد. طراحی این تیغه ها باید به گونه ای باشد که حرارت را به صورت یکنواخت در طول خط دوخت توزیع کنند و فشار لازم برای ایجاد پیوند مولکولی بین لایه های ذوب شده را، معمولاً از طریق یک فک یا پد فشار سیلیکونی، اعمال نمایند.
- نقش حیاتی تیغه دوخت در صنایع بسته بندی اهمیت تیغه دوخت نایلون در تضمین کیفیت و یکپارچگی بسته بندی غیرقابل انکار است. یک دوخت ضعیف یا ناقص می تواند منجر به نشت محصول، ورود هوا یا رطوبت، کاهش زمان ماندگاری و در نهایت، به خطر افتادن ایمنی و سلامت محصول شود. در صنایع غذایی و دارویی، که استانداردهای بهداشتی و کیفی بسیار بالایی دارند، عملکرد بی نقص تیغه دوخت برای جلوگیری از آلودگی و حفظ خواص محصول حیاتی است. علاوه بر این، کارایی و سرعت خط تولید نیز به شدت به عملکرد صحیح و عمر مفید این تیغه ها وابسته است. توقفات مکرر برای تعویض یا تمیز کردن تیغه می تواند هزینه های تولید را به طور قابل توجهی افزایش دهد. بنابراین، درک ویژگی ها و نیازمندی های این قطعه برای بهینه سازی فرآیندهای بسته بندی ضروری به شمار می رود.
انواع تیغه های دوخت نایلون و کاربردهایشان
تیغه های دوخت بر اساس شکل، جنس و مکانیزم عملکرد به دسته های مختلفی تقسیم می شوند که هر کدام برای کاربردها و دستگاه های خاصی مناسب هستند. انتخاب نوع صحیح تیغه بستگی به نوع فیلم پلاستیکی، ضخامت آن، سرعت مورد نیاز خط تولید و نوع دستگاه دوخت دارد.
- تیغه های تخت (Flat Blades) این نوع تیغه ها به شکل نوارهای فلزی مسطح با عرض های مختلف (معمولاً بین ۲ تا ۱۰ میلی متر) هستند. جنس آن ها اغلب از آلیاژ نیکروم (NiCr) یا کانتال (FeCrAl) است که مقاومت الکتریکی و حرارتی بالایی دارند. تیغه های تخت برای ایجاد یک خط دوخت صاف و پهن استفاده می شوند و در دستگاه های دوخت دستی، پدالی و برخی دستگاه های اتوماتیک کاربرد فراوان دارند. این نوع دوخت برای بسته بندی هایی که نیاز به استحکام بالا و ظاهر یکنواخت دارند، مانند کیسه های مواد غذایی خشک، قطعات صنعتی و محصولات پزشکی، ایده آل است. کنترل دقیق دما در این تیغه ها اهمیت زیادی دارد تا از سوختن یا ضعیف شدن فیلم جلوگیری شود.
- تیغه های گرد یا سیمی (Round/Wire Blades) این تیغه ها در واقع سیم های مقاومتی نازکی (معمولاً با قطر ۰.۵ تا ۱.۵ میلی متر) هستند که اغلب از جنس نیکروم ساخته می شوند. عملکرد آن ها کمی متفاوت است؛ علاوه بر ایجاد یک خط دوخت بسیار نازک، قادرند لایه اضافی فیلم را نیز برش دهند. به همین دلیل، به آن ها تیغه دوخت و برش نیز گفته می شود. این ویژگی آن ها را برای تولید کیسه های پلاستیکی از رول های فیلم (مانند کیسه های زباله یا کیسه های فریزر) و همچنین برای بسته بندی شیرینگ (Shrink Wrapping) بسیار مناسب می سازد. دوخت ایجاد شده توسط این تیغه ها نازک تر از تیغه های تخت است اما فرآیند برش همزمان، کارایی را افزایش می دهد.
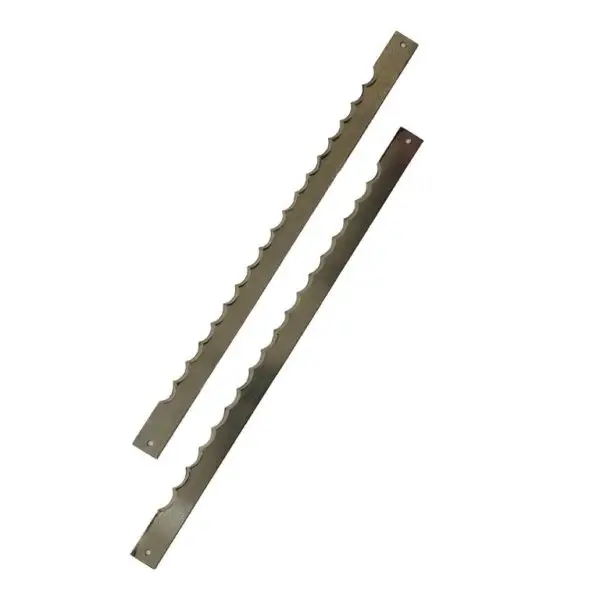
- تیغه های دندانه دار (Serrated Blades) تیغه های دندانه دار، مشابه تیغه های تخت هستند اما سطح تماس آن ها دارای الگوهای برجسته یا دندانه های ریز است. این الگوها باعث می شوند خط دوخت دارای بافتی خاص (مثلاً شطرنجی یا خط خطی) باشد که علاوه بر افزایش سطح تماس و استحکام دوخت، به ظاهر بسته بندی نیز جلوه ای خاص می بخشد. این نوع تیغه ها گاهی در دستگاه های دوخت خاص برای ایجاد دوخت های بسیار محکم یا برای فیلم های ضخیم تر به کار می روند. همچنین می توانند به جلوگیری از لغزش فیلم در حین دوخت کمک کنند.
- تیغه های سفارشی علاوه بر انواع استاندارد، برای کاربردهای خاص صنعتی، تیغه هایی با اشکال، ابعاد و جنس های سفارشی نیز طراحی و ساخته می شوند. به عنوان مثال، در برخی دستگاه های بسته بندی فرم-فیل-سیل (Form-Fill-Seal)، ممکن است از تیغه هایی با پروفیل های منحنی یا الگوهای خاص برای ایجاد اشکال پیچیده تر دوخت استفاده شود. جنس این تیغه ها نیز ممکن است برای مقاومت در برابر سایش یا خوردگی در محیط های خاص بهینه سازی شده باشد.
مقایسه انواع تیغه دوخت نایلون
| نوع تیغه | شکل ظاهری | جنس متداول | ویژگی اصلی | کاربرد عمده |
| تخت (Flat) | نوار فلزی مسطح (عرض ۲-۱۰mm) | نیکروم، کانتال | ایجاد دوخت پهن و محکم | کیسه های مواد غذایی، قطعات، پزشکی، دوخت دستی/پدالی |
| گرد (Wire) | سیم نازک (قطر ۰.۵-۱.۵mm) | نیکروم | ایجاد دوخت نازک + برش همزمان فیلم اضافی | تولید کیسه از رول، بسته بندی شیرینگ |
| دندانه دار | نوار تخت با الگوی برجسته | نیکروم، فولاد | ایجاد دوخت با بافت خاص، استحکام بیشتر | فیلم های ضخیم، بسته بندی های خاص، افزایش اصطکاک |
| سفارشی | اشکال و ابعاد خاص | متنوع | طراحی شده برای نیازهای خاص دستگاه یا محصول | دستگاه های FFS، کاربردهای صنعتی ویژه |
جنس مواد سازنده تیغه دوخت نایلون: یک انتخاب کلیدی
انتخاب ماده مناسب برای ساخت تیغه دوخت نایلون نقشی اساسی در عملکرد، طول عمر و کیفیت دوخت ایفا می کند. مواد مورد استفاده باید دارای ترکیبی از خواص فیزیکی و الکتریکی باشند که شامل مقاومت حرارتی بالا، مقاومت الکتریکی مناسب برای تولید گرما، پایداری ابعادی در دماهای بالا، مقاومت به اکسیداسیون و سایش، و قابلیت انتقال حرارت خوب است.
- آلیاژهای مقاوم به حرارت (نیکروم) متداول ترین ماده برای ساخت تیغه های دوخت، آلیاژ نیکل-کروم است که با نام تجاری نیکروم (Nichrome) شناخته می شود. ترکیب رایج آن معمولاً ۸۰% نیکل و ۲۰% کروم است. این آلیاژ به دلیل مقاومت الکتریکی بالا، نقطه ذوب بالا (حدود ۱۴۰۰ درجه سانتی گراد) و توانایی تشکیل یک لایه اکسید کروم محافظ بر روی سطح خود در دماهای بالا، که از اکسیداسیون بیشتر جلوگیری می کند، بسیار محبوب است. این ویژگی ها باعث می شوند تیغه های نیکرومی بتوانند به سرعت داغ شوند، حرارت را به خوبی حفظ کنند و طول عمر مناسبی در چرخه های مکرر گرم و سرد شدن داشته باشند. آلیاژهای دیگری مانند کانتال (آهن-کروم-آلومینیوم) نیز به دلیل مقاومت بالاتر در دماهای بسیار بالا و هزینه کمتر در برخی کاربردها استفاده می شوند، اما ممکن است شکننده تر باشند.
- فولادهای ضد زنگ در برخی کاربردهای خاص، به ویژه جایی که مقاومت به خوردگی یا استحکام مکانیکی بیشتری مورد نیاز است، ممکن است از فولادهای ضد زنگ (Stainless Steel) خاصی برای ساخت تیغه ها استفاده شود. این فولادها باید قابلیت مقاومت در برابر حرارت و اکسیداسیون را نیز داشته باشند. اگرچه مقاومت الکتریکی آن ها معمولاً کمتر از نیکروم است، اما استحکام بالاتر می تواند در مواردی که تیغه تحت فشار مکانیکی زیادی قرار دارد، مزیت محسوب شود.
- پوشش های تفلون (PTFE) یکی از مشکلات رایج در فرآیند دوخت، چسبیدن پلاستیک ذوب شده به سطح داغ تیغه است. این امر می تواند منجر به دوخت نامنظم، آلودگی تیغه و نیاز به تمیزکاری مکرر شود. برای رفع این مشکل، سطح تیغه های دوخت (به خصوص تیغه های تخت) را اغلب با یک لایه نازک از پلی تترافلوئورواتیلن (PTFE)، که با نام تجاری تفلون شناخته می شود، می پوشانند. تفلون ماده ای با ضریب اصطکاک بسیار پایین و خاصیت نچسب عالی است و تا دماهای حدود ۲۶۰ درجه سانتی گراد پایداری خود را حفظ می کند. این پوشش از تماس مستقیم پلاستیک مذاب با فلز داغ تیغه جلوگیری کرده و باعث می شود فرآیند دوخت روان تر انجام شود و تیغه دیرتر کثیف شود. معمولاً این پوشش به صورت نوارهای پارچه ای آغشته به تفلون (پارچه نسوز تفلونی) یا نوارهای چسب دار تفلونی روی تیغه یا فک فشار قرار می گیرد و باید به صورت دوره ای تعویض شود، زیرا به مرور زمان دچار سایش و فرسودگی می گردد.

مکانیزم عملکرد تیغه دوخت نایلون چگونه است؟
فرآیند دوخت حرارتی پلاستیک ها با استفاده از تیغه، بر پایه اصول فیزیکی انتقال حرارت و تغییر فاز مواد پلیمری استوار است. درک این مکانیزم به بهینه سازی پارامترهای دوخت کمک شایانی می کند.
- اصل انتقال حرارت و فشار هنگامی که جریان الکتریکی از تیغه دوخت نایلون (که مقاومت الکتریکی مشخصی دارد) عبور می کند، انرژی الکتریکی طبق اثر ژول به انرژی گرمایی تبدیل می شود و دمای تیغه به سرعت بالا می رود. این حرارت از طریق تماس مستقیم (هدایت حرارتی) به لایه های فیلم پلاستیکی که بین تیغه و یک پد فشار (معمولاً از جنس لاستیک سیلیکونی مقاوم به حرارت) قرار گرفته اند، منتقل می شود. حرارت دریافتی، دمای پلاستیک را در ناحیه تماس به بالاتر از نقطه نرمی یا ذوب آن می رساند. همزمان، فک های دستگاه دوخت، فشاری کنترل شده را اعمال می کنند. این فشار دو هدف اصلی دارد: اول، تضمین تماس کامل بین تیغه داغ و فیلم ها برای انتقال حرارت مؤثر، و دوم، ادغام مولکول های زنجیره های پلیمری ذوب شده از لایه های مختلف در یکدیگر پس از رسیدن به دمای مناسب.
- نقش دما و زمان در کیفیت دوخت سه پارامتر کلیدی در فرآیند دوخت حرارتی عبارتند از: دما، زمان و فشار.
- دما: دمای تیغه باید به اندازه ای باشد که بتواند فیلم پلاستیکی را به سرعت به حالت مذاب یا خمیری درآورد، اما نه آنقدر بالا که باعث تخریب حرارتی (سوختن)، تغییر رنگ یا کاهش استحکام پلیمر شود. دمای بهینه به نوع پلیمر، ضخامت فیلم و سرعت خط تولید بستگی دارد.
- زمان: مدت زمانی که تیغه داغ در تماس با فیلم باقی می ماند (زمان دوخت یا dwell time) نیز بسیار مهم است. این زمان باید کافی باشد تا حرارت به عمق لایه ها نفوذ کرده و پیوند مولکولی مناسبی شکل بگیرد. زمان بیش از حد می تواند منجر به ذوب شدن بیش از حد و فشردگی نامطلوب فیلم (کاهش ضخامت شدید در محل دوخت) یا حتی پارگی شود، در حالی که زمان ناکافی منجر به دوخت ضعیف و ناقص می گردد.
- فشار: فشار اعمال شده باید یکنواخت و کافی باشد تا لایه های مذاب را به خوبی به هم فشرده و هوای محبوس را خارج کند، اما نه آنقدر زیاد که باعث خارج شدن بیش از حد مواد مذاب از ناحیه دوخت (flash) یا آسیب به فیلم شود. پس از اتمام زمان دوخت، معمولاً یک فاز خنک سازی (cooling phase) تحت فشار وجود دارد که طی آن، پلاستیک مذاب دوباره جامد شده و دوخت نهایی شکل می گیرد. برداشتن فشار قبل از خنک شدن کافی می تواند منجر به ضعیف شدن یا باز شدن دوخت شود. تنظیم دقیق و هماهنگ این سه پارامتر برای دستیابی به دوخت بهینه ضروری است.
عوامل موثر بر کیفیت دوخت با تیغه نایلون
دستیابی به یک دوخت بی نقص و قابل اطمینان، نیازمند کنترل دقیق عوامل متعددی است. هرگونه انحراف در این عوامل می تواند منجر به بروز مشکلاتی در کیفیت نهایی بسته بندی شود.
- تنظیمات دستگاه دوخت (دما، فشار، زمان) همانطور که پیشتر اشاره شد، تنظیمات دقیق دما، فشار و زمان دوخت (و همچنین زمان خنک سازی) مهم ترین عوامل تحت کنترل اپراتور یا سیستم کنترل دستگاه هستند. این تنظیمات باید بر اساس نوع و ضخامت فیلم پلاستیکی، نوع تیغه مورد استفاده و سرعت مورد نیاز خط تولید بهینه سازی شوند. استفاده از جداول راهنما، آزمون و خطا، و ابزارهای اندازه گیری دقیق دما و فشار می تواند به یافتن تنظیمات بهینه کمک کند. پایداری این تنظیمات در طول زمان نیز اهمیت دارد؛ نوسانات دما یا فشار می تواند منجر به عدم یکنواختی کیفیت دوخت شود.
- کیفیت و ضخامت نایلون نوع ماده پلیمری (پلی اتیلن، پلی پروپیلن، PVC، پلی استر و…)، ضخامت فیلم، وجود افزودنی ها (مانند رنگدانه ها، لغزنده ها، آنتی بلاک ها)، و حتی کیفیت تولید خود فیلم (یکنواختی ضخامت، عدم وجود آلودگی یا نواقص سطحی) همگی بر فرآیند دوخت تأثیر می گذارند. فیلم های مختلف دارای نقاط ذوب و خواص حرارتی متفاوتی هستند و نیاز به تنظیمات دوخت متفاوتی دارند. فیلم های ضخیم تر به دما یا زمان بیشتری برای دوخت نیاز دارند. وجود برخی افزودنی ها ممکن است بر قابلیت دوخت پذیری تأثیر بگذارد.
- وضعیت و سلامت تیغه دوخت وضعیت فیزیکی تیغه دوخت نایلون و اجزای مرتبط با آن (مانند پد فشار سیلیکونی و پوشش تفلون) تأثیر مستقیمی بر کیفیت دوخت دارد.
- تمیزی تیغه: تجمع باقی مانده پلاستیک سوخته یا کربنیزه شده روی سطح تیغه می تواند مانع انتقال حرارت یکنواخت شده و منجر به دوخت ضعیف یا سوختگی فیلم شود.
- سلامت پوشش تفلون: پارگی، سایش یا جدا شدن پوشش تفلون باعث چسبیدن پلاستیک به تیغه و بروز مشکلات متعدد می شود.
- صافی و یکنواختی تیغه: خمیدگی، تاب برداشتن یا وجود نقاط آسیب دیده روی سطح تیغه می تواند منجر به عدم یکنواختی فشار و حرارت در طول خط دوخت شود.
- سلامت پد فشار: پد سیلیکونی زیرین نیز باید صاف، یکنواخت و دارای سختی مناسب باشد. فرسودگی یا آسیب دیدگی این پد می تواند باعث توزیع نامناسب فشار و حرارت گردد.
- اتصالات الکتریکی: اطمینان از محکم بودن و تمیزی اتصالات الکتریکی تیغه برای جلوگیری از نوسانات مقاومت و در نتیجه نوسانات دما ضروری است.
نگهداری و تمیزکاری تیغه دوخت نایلون برای افزایش طول عمر
نگهداری صحیح و تمیزکاری منظم تیغه های دوخت، نه تنها کیفیت دوخت را تضمین می کند، بلکه باعث افزایش طول عمر مفید تیغه و کاهش توقفات خط تولید می شود. این اقدامات باید بخشی از برنامه نگهداری پیشگیرانه (PM) دستگاه های دوخت باشند.
- روش های صحیح تمیزکاری تمیزکاری تیغه باید به طور منظم، بسته به شدت استفاده و نوع فیلم، انجام شود. بهترین زمان برای تمیزکاری زمانی است که تیغه کمی گرم (اما نه داغ) است، زیرا بقایای پلاستیک در این حالت نرم تر و راحت تر جدا می شوند.
- استفاده از پارچه نرم یا برس: برای تمیزکاری اولیه، می توان از یک پارچه نرم و تمیز یا برس های مخصوص (معمولاً با الیاف برنجی یا نایلونی که به سطح تیغه آسیب نزنند) استفاده کرد. به آرامی سطح تیغه را پاک کنید تا بقایای شل شده جدا شوند.
- استفاده از ابزارهای غیرفلزی: برای جدا کردن بقایای سخت تر، هرگز از ابزارهای فلزی تیز (مانند چاقو یا کاردک فلزی) استفاده نکنید، زیرا به راحتی سطح تیغه یا پوشش تفلون را خراش داده و آسیب می زنند. به جای آن، از کاردک های پلاستیکی یا چوبی نرم استفاده کنید.
- تمیزکننده های مخصوص: در صورت نیاز، می توان از محلول های تمیزکننده مخصوص تیغه دوخت یا الکل ایزوپروپیل استفاده کرد. محلول را روی پارچه بزنید و سپس سطح تیغه را تمیز کنید. اطمینان حاصل کنید که پس از تمیزکاری، هیچ اثری از محلول روی تیغه باقی نماند.
- احتیاط در مورد پوشش تفلون: هنگام تمیز کردن تیغه های دارای پوشش تفلون یا نوارهای تفلونی، باید با ملایمت بیشتری عمل کرد تا به پوشش آسیب نرسد.
- بازرسی های دوره ای علاوه بر تمیزکاری، بازرسی های منظم وضعیت تیغه و اجزای مرتبط ضروری است:
- بررسی پوشش تفلون: نوار یا پارچه تفلون را به دقت بررسی کنید. هرگونه پارگی، سوختگی، سایش بیش از حد یا جدا شدن از سطح، نشان دهنده نیاز به تعویض آن است.
- بررسی صافی تیغه: با چشم یا با استفاده از یک خط کش صاف، از عدم وجود تاب، خمیدگی یا آسیب فیزیکی بر روی تیغه اطمینان حاصل کنید.
- بررسی پد فشار سیلیکونی: سطح پد سیلیکونی را از نظر صافی، عدم وجود فرورفتگی، سوختگی یا سخت شدن بیش از حد بررسی کنید. پد فرسوده باید تعویض شود.
- بررسی اتصالات الکتریکی: اتصالات نگهدارنده تیغه و کابل های برق را از نظر استحکام، تمیزی و عدم وجود علائم خوردگی یا گرم شدن بیش از حد بررسی کنید.
- تعویض به موقع: حتی با بهترین نگهداری، تیغه دوخت نایلون یک قطعه مصرفی است و به مرور زمان فرسوده می شود (مقاومت الکتریکی آن تغییر می کند یا دچار خستگی مواد می شود). تعویض تیغه طبق برنامه توصیه شده توسط سازنده دستگاه یا بر اساس نشانه های افت کیفیت دوخت، ضروری است.
مشکلات رایج در استفاده از تیغه دوخت نایلون و راه حل ها
علی رغم سادگی ظاهری، فرآیند دوخت حرارتی می تواند با مشکلات مختلفی روبرو شود. شناسایی علت اصلی مشکل، کلید رفع سریع و مؤثر آن است.
- دوخت ناقص یا ضعیف
- علائم: بسته بندی به راحتی باز می شود، محل دوخت کامل نیست، نشتی وجود دارد.
- علل احتمالی: دمای تیغه پایین است، زمان دوخت کوتاه است، فشار ناکافی است، تیغه یا پد فشار کثیف یا فرسوده است، پوشش تفلون آسیب دیده است، نوع فیلم با تنظیمات سازگار نیست.
- راه حل ها: افزایش تدریجی دما یا زمان دوخت، افزایش فشار (در حد مجاز)، تمیز کردن کامل تیغه و پد فشار، تعویض پوشش تفلون یا پد فشار در صورت نیاز، اطمینان از تطابق تنظیمات با نوع فیلم.
- سوختگی یا پارگی نایلون
- علائم: فیلم در محل دوخت می سوزد، تغییر رنگ می دهد، نازک و شکننده می شود یا پاره می شود.
- علل احتمالی: دمای تیغه بیش از حد بالا است، زمان دوخت طولانی است، فشار بیش از حد است، تیغه کثیف است (نقاط داغ ایجاد می کند)، پوشش تفلون آسیب دیده یا وجود ندارد، پد فشار بیش از حد سخت یا آسیب دیده است.
- راه حل ها: کاهش تدریجی دما یا زمان دوخت، کاهش فشار، تمیز کردن تیغه، تعویض پوشش تفلون یا پد فشار، بررسی یکنواختی دمای تیغه.
- چسبیدن نایلون به تیغه
- علائم: پس از اتمام دوخت، فیلم به سطح تیغه می چسبد و به سختی جدا می شود، باعث کشیدگی یا پارگی فیلم می شود.
- علل احتمالی: پوشش تفلون فرسوده، آسیب دیده یا وجود ندارد، دمای تیغه بیش از حد بالاست، سطح تیغه کثیف یا دارای بقایای پلاستیک است.
- راه حل ها: تعویض فوری پوشش تفلون (نوار یا پارچه)، کاهش دما، تمیز کردن کامل سطح تیغه.
عیب یابی سریع مشکلات دوخت
| مشکل مشاهده شده | علت محتمل ۱: دما | علت محتمل ۲: زمان/فشار | علت محتمل ۳: وضعیت تیغه/پد/تفلون | راه حل اولیه |
| دوخت ضعیف/ناقص | دما پایین | زمان کم / فشار کم | کثیف / فرسوده / تفلون خراب | افزایش دما/زمان/فشار، تمیزکاری، تعویض تفلون/پد |
| سوختگی/پارگی فیلم | دما بالا | زمان زیاد / فشار زیاد | کثیف (نقاط داغ) / تفلون خراب | کاهش دما/زمان/فشار، تمیزکاری، تعویض تفلون |
| چسبیدن فیلم به تیغه | دما بالا / تفلون خراب | – | کثیف / تفلون خراب یا ناموجود | تعویض تفلون، کاهش دما، تمیزکاری |
| دوخت غیر یکنواخت | توزیع دما/فشار نایکنواخت | فشار نامناسب | تیغه تاب دار / پد خراب | بررسی صافی تیغه/پد، تنظیم فشار، تمیزکاری |
انتخاب تیغه دوخت نایلون مناسب: نکات فنی
انتخاب تیغه دوخت نایلون صحیح، فراتر از انتخاب نوع (تخت، گرد و…) است و باید با در نظر گرفتن مشخصات فنی دستگاه و نیازهای کاربردی صورت گیرد.
- تطابق با نوع دستگاه دوخت هر دستگاه دوختی برای استفاده با نوع و ابعاد خاصی از تیغه طراحی شده است. ابعاد فیزیکی تیغه (طول، عرض، ضخامت یا قطر) باید دقیقاً با مشخصات دستگاه مطابقت داشته باشد تا به درستی در محل خود قرار گیرد و اتصالات الکتریکی به درستی برقرار شوند. همچنین، توان الکتریکی (وات) و ولتاژ کاری تیغه باید با خروجی منبع تغذیه دستگاه سازگار باشد. استفاده از تیغه ای با مشخصات نامناسب می تواند منجر به عملکرد نادرست، آسیب به دستگاه یا حتی خطرات ایمنی شود. همیشه به دفترچه راهنمای دستگاه یا توصیه های سازنده مراجعه کنید.
- در نظر گرفتن نوع و ضخامت فیلم پلاستیکی همانطور که قبلاً ذکر شد، نوع فیلم (PE, PP, PET, PVC و…) و ضخامت آن، تعیین کننده دمای مورد نیاز برای دوخت است. جنس تیغه باید بتواند این دما را تحمل کند و آن را به طور پایدار حفظ نماید. برای فیلم های ضخیم تر، ممکن است نیاز به تیغه های پهن تر (در نوع تخت) یا تیغه هایی با توان بالاتر باشد تا حرارت کافی برای نفوذ به تمام ضخامت فراهم شود. همچنین، برای فیلم هایی که مستعد چسبیدن هستند (مانند پلی اتیلن)، استفاده از تیغه های با پوشش تفلون با کیفیت بالا اهمیت بیشتری پیدا می کند. عرض خط دوخت مورد نیاز نیز در انتخاب عرض تیغه تخت مؤثر است.

نقش تیغه دوخت نایلون در دستگاه های مختلف بسته بندی
تیغه های دوخت قلب تپنده انواع مختلفی از دستگاه های بسته بندی هستند که هر کدام مکانیزم و کاربرد خاص خود را دارند.
- دستگاه های دوخت دستی ساده ترین نوع دستگاه ها هستند که معمولاً برای کاربردهای سبک و کم حجم استفاده می شوند. اپراتور به صورت دستی فک حاوی تیغه را روی فیلم قرار داده و برای مدت زمان مشخصی نگه می دارد. این دستگاه ها اغلب از تیغه های تخت یا گرد (سیمی) استفاده می کنند و کنترل دما و زمان معمولاً توسط اپراتور یا یک تایمر ساده انجام می شود. کیفیت دوخت در این دستگاه ها به مهارت و ثبات عمل اپراتور بستگی دارد.
- دستگاه های دوخت پدالی این دستگاه ها عملکردی مشابه نوع دستی دارند، اما فعال سازی فرآیند دوخت توسط یک پدال پایی انجام می شود که دست های اپراتور را آزاد می گذارد و امکان کنترل بهتری بر روی قرارگیری بسته فراهم می کند. این امر معمولاً منجر به دوخت های یکنواخت تر و سرعت کمی بالاتر نسبت به مدل های دستی می شود. در این دستگاه ها نیز عمدتاً از تیغه های تخت یا گرد استفاده می شود.
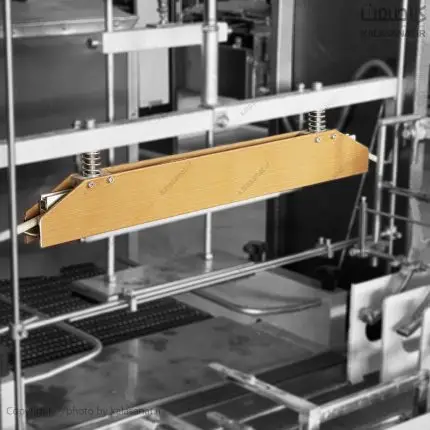
- دستگاه های دوخت اتوماتیک و نیمه اتوماتیک این دستگاه ها در خطوط تولید با حجم بالا استفاده می شوند و فرآیند دوخت (و گاهی برش، پر کردن و فرم دهی) به صورت خودکار یا نیمه خودکار انجام می پذیرد. دستگاه های بسته بندی عمودی (VFFS)، افقی (HFFS)، سیل وکیوم، و شیرینگ پک، همگی از انواع مختلف تیغه ها و مکانیزم های دوخت پیچیده تر استفاده می کنند. کنترل دما، فشار و زمان در این دستگاه ها بسیار دقیق تر و معمولاً توسط PLC (کنترل گر منطقی برنامه پذیر) انجام می شود. تیغه های مورد استفاده در این دستگاه ها باید دارای دوام و پایداری بالایی باشند تا بتوانند در سرعت های بالا و به طور مداوم کار کنند. تیغه دوخت نایلون در این سیستم ها نقشی حیاتی در تضمین سرعت و کیفیت تولید دارد.
نوآوری ها و روندهای آینده در تکنولوژی تیغه های دوخت
فناوری تیغه های دوخت نیز مانند سایر حوزه های صنعتی، پیوسته در حال تحول و بهبود است تا پاسخگوی نیازهای روزافزون صنایع بسته بندی برای سرعت، کیفیت، پایداری و کارایی بالاتر باشد.
- مواد جدید و پوشش های پیشرفته تحقیقات بر روی آلیاژها و مواد سرامیکی جدید با مقاومت حرارتی بالاتر، پایداری ابعادی بهتر و طول عمر بیشتر ادامه دارد. همچنین، توسعه پوشش های نچسب نوین با مقاومت به سایش و حرارت بالاتر از تفلون سنتی، می تواند به کاهش نیاز به تعویض مکرر و بهبود کیفیت دوخت کمک کند. پوشش های نانوکامپوزیتی یا سرامیکی از جمله زمینه های تحقیقاتی هستند.
- تیغه های هوشمند و کنترل دقیق تر فرآیند ادغام سنسورهای دما و فشار مستقیماً در ساختار تیغه یا فک های دوخت، امکان پایش و کنترل دقیق تر و سریع تر پارامترهای فرآیند را فراهم می کند. این “تیغه های هوشمند” می توانند اطلاعات لحظه ای را به سیستم کنترل ارسال کرده و امکان تنظیم خودکار و بهینه دما و فشار را بر اساس شرایط واقعی فراهم آورند. این امر منجر به کاهش ضایعات، افزایش یکنواختی کیفیت دوخت و تطبیق پذیری بهتر با انواع مختلف فیلم ها می شود. همچنین، سیستم های کنترل پیشرفته تر با الگوریتم های هوش مصنوعی می توانند الگوهای بهینه دوخت را یاد گرفته و فرآیند را به طور مداوم بهینه سازی کنند. توسعه تیغه هایی با قابلیت گرمایش القایی یا استفاده از امواج اولتراسونیک برای دوخت (اگرچه دقیقاً تیغه حرارتی نیستند اما جایگزین محسوب می شوند) نیز از دیگر روندهای نوظهور در این حوزه است.

سوالات متداول
تیغه دوخت نایلون دقیقاً چه کاری انجام می دهد؟ تیغه دوخت نایلون یک المنت حرارتی است که در دستگاه های دوخت پلاستیک استفاده می شود. وظیفه آن اعمال حرارت و فشار کنترل شده به لایه های فیلم پلاستیکی (مانند نایلون) است تا آن ها را ذوب کرده و به یکدیگر بچسباند و یک خط دوخت محکم و نفوذناپذیر ایجاد کند.
چرا تیغه دوخت من باعث سوختن نایلون می شود؟ سوختن نایلون معمولاً به دلیل تنظیم دمای بیش از حد بالا یا زمان دوخت طولانی است. همچنین، کثیف بودن سطح تیغه (ایجاد نقاط داغ) یا آسیب دیدگی پوشش تفلون نیز می تواند باعث این مشکل شود. ابتدا سعی کنید دما یا زمان دوخت را کاهش دهید و سپس از تمیز بودن تیغه و سلامت پوشش تفلون اطمینان حاصل کنید.
هر چند وقت یکبار باید تیغه دوخت نایلون را تعویض کنیم؟ طول عمر تیغه دوخت نایلون به عوامل مختلفی مانند جنس تیغه، شدت استفاده، نوع فیلم، تنظیمات دستگاه و کیفیت نگهداری بستگی دارد. هیچ زمان بندی ثابتی وجود ندارد، اما باید به محض مشاهده علائم افت کیفیت دوخت (دوخت ضعیف، غیریکنواخت، سوختگی مکرر) یا آسیب فیزیکی به تیغه، آن را تعویض نمود. برخی سازندگان دستگاه، تعویض دوره ای را به عنوان بخشی از نگهداری پیشگیرانه توصیه می کنند.
تفاوت بین تیغه تخت و تیغه گرد (سیمی) چیست؟ تیغه تخت یک نوار فلزی مسطح است که خط دوخت پهن تری ایجاد می کند و برای استحکام بیشتر مناسب است. تیغه گرد یا سیمی، یک سیم نازک است که خط دوخت بسیار نازکی ایجاد می کند و معمولاً همزمان با دوخت، فیلم اضافی را نیز برش می دهد، لذا به آن تیغه دوخت و برش هم می گویند و برای ساخت کیسه از رول یا شیرینگ پک کاربرد دارد.
پوشش تفلون روی تیغه دوخت چه اهمیتی دارد؟ پوشش تفلون (PTFE) یک لایه نچسب است که روی سطح تیغه (یا روی پد فشار یا به صورت نوار جداگانه) قرار می گیرد. این پوشش از چسبیدن پلاستیک مذاب به سطح داغ تیغه جلوگیری می کند، باعث سهولت در جدا شدن بسته پس از دوخت شده، به تمیز ماندن تیغه کمک کرده و کیفیت دوخت را بهبود می بخشد. این پوشش مصرفی است و باید به طور منظم بازرسی و در صورت فرسودگی تعویض شود.
چگونه می توانم بهترین تنظیمات دما و زمان را برای دستگاه دوخت خود پیدا کنم؟ بهترین راه، شروع با تنظیمات توصیه شده توسط سازنده دستگاه یا تولیدکننده فیلم پلاستیکی است. سپس، با انجام آزمایش های عملی بر روی نمونه فیلم مورد نظر، به تدریج دما و زمان را تنظیم کنید تا به بهترین کیفیت دوخت (محکم، بدون سوختگی یا پارگی) دست یابید. ثبت تنظیمات بهینه برای هر نوع فیلم می تواند در آینده مفید باشد.
نتیجه گیری
تیغه دوخت نایلون، علی رغم ظاهر ساده، یکی از مهم ترین و تعیین کننده ترین اجزا در فرآیندهای بسته بندی مدرن با استفاده از فیلم های پلاستیکی است. درک صحیح انواع مختلف تیغه ها، مواد سازنده آن ها، مکانیزم عملکرد، عوامل مؤثر بر کیفیت دوخت، روش های نگهداری و عیب یابی، برای تمامی صنایعی که به نوعی با بسته بندی سروکار دارند، امری ضروری و حیاتی محسوب می شود. انتخاب صحیح تیغه، تنظیم دقیق پارامترهای دستگاه و نگهداری اصولی، نه تنها کیفیت و یکپارچگی محصول نهایی را تضمین می کند، بلکه به افزایش کارایی، کاهش ضایعات و بهینه سازی هزینه های تولید نیز کمک شایانی می نماید.
بازسازی افراسیابی به عنوان مرجعی در زمینه ارائه اطلاعات تخصصی صنعتی، امیدوار است این مقاله جامع توانسته باشد دیدگاه فنی و کاربردی عمیقی نسبت به تیغه دوخت نایلون در اختیار شما فعالان محترم صنعت قرار دهد. از اینکه تا پایان این مقاله با بازسازی افراسیابی همراه بودید، سپاسگزاریم.








